
以下是:异型管厂家实力可靠的产品参数河南省,郑州市 郑州市,简称“郑”,史谓“天地之中”,古称商都,今谓绿城,河南省辖地级市、省会、特大城市,《促进中部地区崛起“十三五”规划》明确支持建设的中心城市。地处河南省中北部,黄河中、下游分界处,介于东经112°42′~114°14′,北纬34°16′~34°58′之间,全市总面积7567平方千米。地形总趋势是西南高、东北低,属温带大陆性季风气候,境内有大小河流124条,地跨黄河、淮河两大流域。截至2022年12月,郑州市辖6个区、5个县级市、1个县。截至2022年末,郑州市有常住人口1282.8万人。
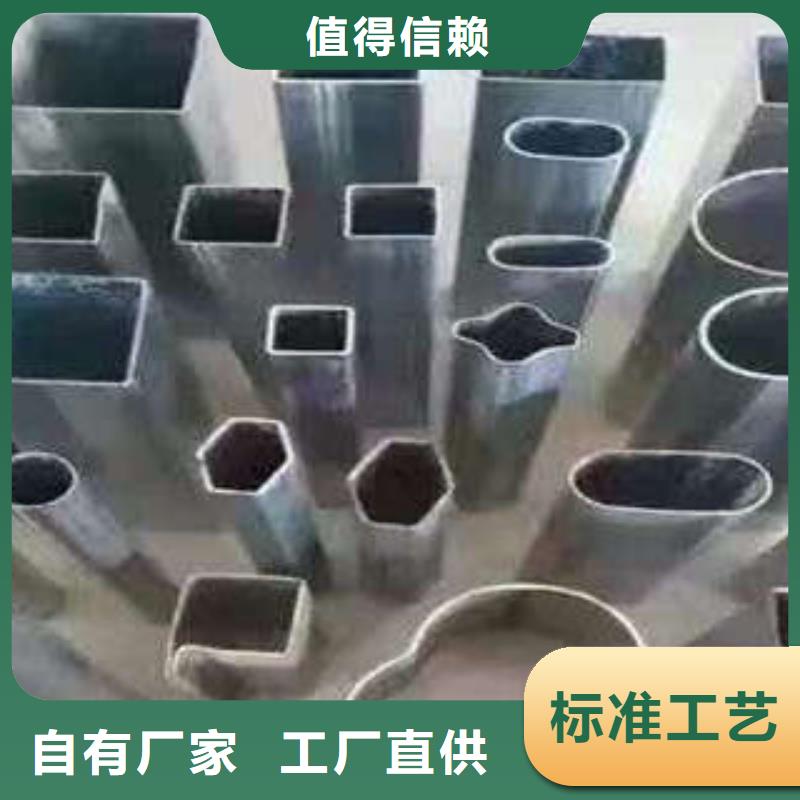
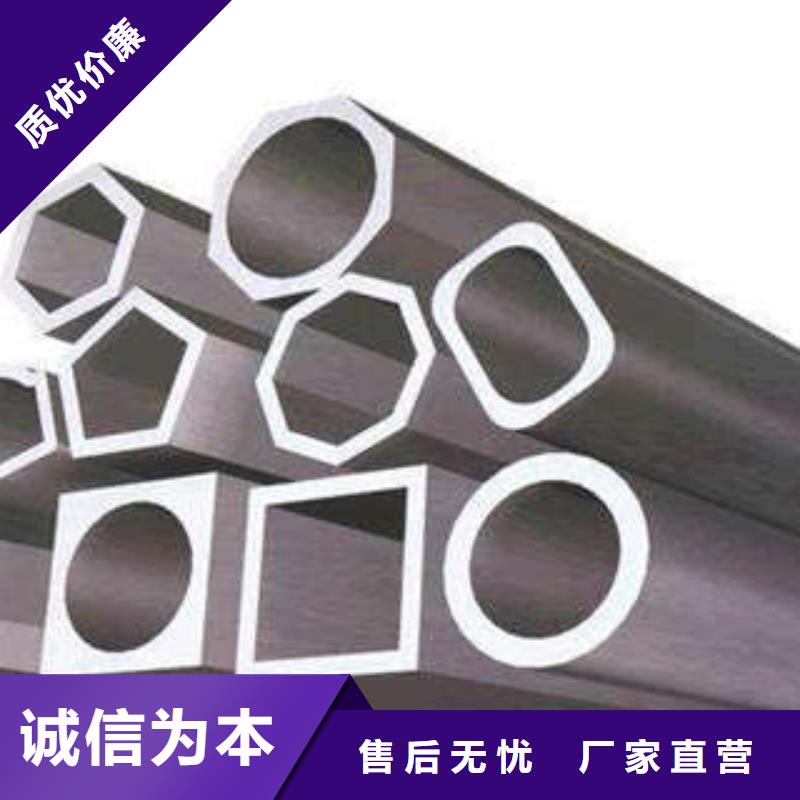
准备好领略异型管厂家实力可靠产品的风采了吗?我们为您准备的视频将带您走进产品的世界,让您感受它的独特之处。以下是:异型管厂家实力可靠的图文介绍河南郑州恒盛信达钢铁贸易有限公司是一家结集 镀锌管销售、服务于一体的国内知名企业。我公司技术力量雄厚,生产设备精良,检测手段齐全,质量管理严谨,我公司将以z u i可靠的产品质量、z u i优惠的产品价位、z u i完善的售后服务,z u i良好的商业信誉来赢得您对我们的信任和支持。我们竭诚欢迎新老客商莅临我公司实地考察、参观指导!让我们精诚合作,携手同心,互惠互利,共创新的辉煌!
脱脂水洗脱脂后水洗,虽然属于涂装前处理的辅助工序,但同样需要引起足够的重视,这是因为若有清洗不彻底,很容易将脱脂槽中的不易洗净的表面活性剂及杂质离子带入磷化槽液中,从而使磷化膜变薄返黄,甚至引起异型管涂装后起泡脱落。因此建议采用多级水洗,并控制 清洗水的PH值接近中性。
不锈钢异型管进行MIG焊接时,应该注意以下十个要点:
适合于6mm以下异型管薄板的焊接,具有焊缝成型美观,焊接变形量小的特点。
钨极从气体喷嘴突出的长度,以4-5mm为佳,,在角焊等遮蔽性差的地方是2-3mm,在开槽深的地方是5-6mm,喷嘴至工作的距离一般不超过15mm。
焊接电弧长度,焊接普通钢时,以2-4mm为佳,而焊接不锈钢时,以1-3mm为佳,过长则保护效果不好。
对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护。
采用平特性焊接电源,直流焊接时采用反极性。使用一般的CO2焊机就可以施焊,但送丝轮的压力请稍调松一些。
一般在喷射过渡的条件下来施焊,电压要调整到弧长在4-6mm的程度。
在室外有风的地方进行异型管焊接时,务请采取挡板的措施,而在室内则应采取适当的换气措施。
控制异型管厚度波动的九点措施:
将乳化液的浓度由2.5%提高到4%左右,增大轧制过程中轧辊与异型管带钢有效接触区的油膜厚度,提高润滑性能,降低摩察系数,从而降低轧制力,改善厚度波动。
通过添加酸性添加剂,使乳化液pH值控制在5-5.5,使轧制油颗粒度趋于增大,降低乳化液稳定性,使ESI由60%-80%降低到40%-60%,从而提高油水分离效果,改善异型管的润滑条件。
降低工作辊辊面粗糙度,将辊面粗糙度由0.8-1.0μm减小到0.4-0.6μm。
压缩轧制道次,减小因加工硬化引起变形抗力增大导致的异型管道次轧制力增大,厚度波动。
将轧机正常生产时乳化液的加热温度由50-55 ℃,提高为55-60 ℃,以加快乳化液油滴分子的运动速度,使油滴分子聚集度增大,改善润滑条件。
启车后直接升速轧制,以改善乳化液润滑条件,增加轧辊与异型管带钢之间轧制油量和油膜厚度,减小摩察系数,降低轧制力,减小厚度波动。
钴作为合金元素在钢中应用不多,这是因为钴的价格高及其在其它方面有着更重要的用途。在一般不锈钢异型管中加钴作合金元素的也不多,常用不锈钢加钴,目的并不在于提高耐腐蚀性能而在于提高硬度,因为这种不锈钢的主要用途是制造切片机械刃具、剪刀及刀片等。
磷在一般不锈钢异型管中都是杂质元素,但其在奥氏体不锈钢中的危害性不像在一般钢中那样显著,故含量可允许高一些以利于冶炼控制。利用磷对钢的强化作用,也有加磷作为时效硬化不锈钢的合金元素。
稀土稀土应用于不锈钢,目前主要在于改善工艺性能方面,比如钢锭中因氢气引起的气泡和减少钢坯中的裂纹。另外由于热加工工艺性能在过去只能生产铸件,加稀土元素后则可轧制成各种型材。










